I often hear small brands boast being able to offer better quality products at lower prices by “cutting out the middleman”. The middleman they’re referring to is retailers, and they often follow up this statement with comparing themselves to brands like Warby Parker and Everlane who have had great success doing just that. But do we really want to run retailers out of business?
Continue reading “Is cutting out the middleman a good idea?”Category: Manufacturing
What a Difference a Good Manufacturer Makes
I’m hot of the heels of a trip to China to visit my factory and suppliers and sourcing agents. This is the second time I’ve gone, and this year was as good as the first (see recap of first visit here).

Continue reading “What a Difference a Good Manufacturer Makes”
Rebounding from Major Setbacks
2015 wasn’t the first time I felt like my business was falling apart. It also happened in 2012.
The disaster of 2012 actually began in 2011. Newly split from my co-founder, I was excited to take over the reigns of the business and really start growing it as I had always envisioned. I moved production overseas to make the product more viable in the marketplace, and, for the first time ever, got large orders from nationwide stores like REI and Title Nine. When I did my revenue forecasts, 2012 looked like it was going to be the first year when I could pay myself, plus another person or two, plus get our own studio space. It’s hard to express how meaningful that felt after slogging away without anything for 3 years.
It all started to fall apart when the product from our new manufacturer showed up months late. I didn’t want to upset our new customers by not being able to ship on time, so I produced product locally, which demolished the profit I was planning on making. Then, not all of the products that showed up were up to our standards, so I took a loss on those too. Then, the bags that we did ship didn’t sell as well as the stores had thought they would, and they canceled their future orders.
This left me deep in the red and with a lot of inventory that I didn’t know what to do with. All I could think about was, “Who can I sell this stuff to??”. I didn’t care who bought it, I just needed to sell it.
My wake-up call was when I was talking to my business coach and she asked me who I thought my customer was. “I don’t even know!” I wailed.
In my design agency days, “Know your customer” was my mantra. I did user research and built customer personas all day long. And here I was, with my own business, not even knowing who my (true) customer was. My customer was anyone who would buy bags so that I could live another day.
Not good.
I survived that year, and became stronger, or at least more resilient. (Hear a podcast interview with me about this whole episode on Fashion Brain Academy). It took awhile to recover and get everything back in order. In 2013 and 2014, we started doing a lot more consumer facing events, and I got to meet my customer in person. We did a big research project in 2014, which helped me get to know her even better. But, knowing your customer isn’t quite enough to have a successful business. You also have to have a vision for your company, and know why it is doing what it is doing.
I always thought I had a vision. It was this: “Po Campo to be the go-to brand for urban minded individuals who seek to make every day a day worth living”. I guess that’s kind of a vision. But it doesn’t give you the “why”. Why do I want this? And why does my customer care?
So that’s what I’m working on now. I started Po Campo from a very genuine place. I wanted to make these bike bags because I knew they would help people bike more to get around, which is something I care about deeply. I don’t feel like I need to fabricate a “why”. I just need to articulate it, and embrace it.
Why I don’t manufacture in the USA
There is a lot of talk nowadays about manufacturing in the USA and “reshoring“. Part of me applauds these efforts and part of me, remembering my own difficult time with domestic manufacturing, thinks that not only is it not possible, but not something anyone in her right mind would wish to do.
Then I wondered if my experience with domestic manufacturing in the cut-and-sew space was typical. To fin out, I’m sharing my experience with manufacturing in the USA, which we did from 2009 through 2011, and why I’m not overly eager to try it again.
When I first hatched the idea for Po Campo in 2008, I was very keen on the idea of producing our product domestically, if not locally. This was before there were resources like Maker’s Row around to help you figure out how to do it, and it was much more difficult than I had ever imagined it would be.
Unlike overseas manufacturing, where the factory does all the sourcing of raw materials for you, in the U.S. you typically have to do all the sourcing yourself. So, there are two parts of the manufacturing process: the sourcing of the raw materials and then finding a factory to construct your product.
Sourcing Raw Materials
Once we had good samples of our first products, we were able to make a thorough Bill of Materials (BOM) and start the hunt for suppliers. Our bags had about 25 different components each, so there was a lot of hunting to do. We turned to Google and Thomas Register to start contacting companies.
Our first lesson was that the MOQs (Minimum Order Quantities) for raw materials was much higher than we needed. Dying/printing custom fabric was upwards of 5,000 yards when we needed 100 yards. Buying bulk webbing (straps) in custom colors had an MOQ of 1,000 yards when we needed 400 yards. Trying to get hardware at an affordable price required a purchase of at least 1,000 pieces when we needed about 200 pieces.
We tried to tweak our designs to require fewer materials, but we were still nowhere close to hitting the minimums. Therefore, we had to purchase most materials “off the shelf” and pay 50% to 100% more for them, forcing us to both raise our price and reduce our profit. In some cases, we ended up purchasing materials directly from Asia, either because we could not find a vendor in the U.S. or because it turned out to be less expensive, even with exorbitant shipping costs.
While we were eventually able to source all of the different materials, they all came from different suppliers with different terms and different minimums, resulting in a very complex supply chain. Also, the raw material vendors could be difficult to work with. They were often rude to me on the phone, treating me like a small-scale nuisance and/or a stupidly naive girl rather than a true customer. They were also technologically unsophisticated: ordering by phone or fax was much more common than ordering by email or online, which made ordering a lot of material hard to do when you had a full-time job elsewhere. In short, buying materials was a pain in the butt.
Producing the Product
Now, onto the labor side of the equation. The greatest benefit of working with a local factory was their proximity. Sample making was a collaborative process, where they would make a bag according to our drawings and then we would visit and discuss improvements together. Our factory was about a 20 minute drive from my office (I still had my day job), making it close enough to swing by over lunch if I had to.
A common complaint about overseas factories is that they are always late but we experienced the same thing with our local factory, which makes me think it is just inherent in the cut-and-sew world. You may think that you can go down to the factory and stomp your foot enough times to make them finish your order, but that just wasn’t the case. If they had an order from a more valuable customer (read: larger) to finish first, they would.
Another problem we experienced was running out of materials. Despite building the BOM together with the factory, we would inevitably get a call midway through production that they had run out of something and could not continue. We would rush to track down more of it, often paying a small order surcharge or purchasing way more than we needed to to keep production on track. I don’t think the factory purposefully wasted materials, but since their profit was in how quickly they could sew things, it was in their best interests to cut corners on efficient material usage in exchange for construction expediency, and we paid for it.
Pricing Problems
Because of the higher costs of both the raw materials and the labor, our margins were so-so, around 34% (industry standard is 44%) or less, sometimes much less, depending on how much the raw materials cost that go-around. That meant we would have to sell more bags to make enough profit to grow the business as we wanted.
Yet, it was hard to sell bags. We got a lot of encouragement and oohs-and-ahhs, but we were told over and over that our prices were just too high. Our efforts to streamline the design to simplify production resulted in a simpler bag that we were still charging too much for.
The high price of the bags affected other aspects of the business too. We learned that since our product was so new and different that we needed to invest more in marketing. We originally planned on giving influential bloggers and journalists a bag for them to review, but our bags cost us too much to do this at a large enough scale to make an impact.
I started feeling that the only thing I liked about manufacturing in the US was being able to say “Made in USA”. But if the process made me miserable and we weren’t able to sell enough to stay in business, why were we doing it?
Deciding to Make a Change
After another disappointing sales season in Spring 2011, I decided to test the notion that our sales were slow because our bags were too expensive. I dropped the price as low as we could to see what would happen. Our online sales went up over 400% the first month and stores started reordering for the first time.
The experiment confirmed that our price was a big hurdle to purchase, and reducing our cost by 35% or more was not going to be feasible with the way we were doing things. Even if we went to a different city in the U.S. with cheaper labor prices, our raw materials costs, which made up about half of the total cost, would stay the same. Expecting to save 35% on labor alone, regardless of where it was made, was unrealistic, or unconscionable, as workers would likely be working in sweat shop conditions, which are sadly not unheard of in the USA.
Since moving our production to Asia, we have had our fair share of problems. Shipments have been late, sometimes devastatingly so, and we have had quality issues here and there. However, it is much easier to produce the bags that I want to make (and that our customers ask for) because not only is there a wider array of materials available, but I also have access to the latest in cut-and-sew technology. Our profits are much healthier, and, as a self-funded business, this makes all the difference in the world. Some of the things I’m most proud of with Po Campo, like hiring a good team and our partnership with World Bicycle Relief, would not be possible without those profits.
Would I ever consider producing bags in the USA again? You bet. I think about it all the time. But I don’t want to go back to the way things were in the early years of Po Campo, where it felt like we were slowly marching towards an inevitable death.
Is Cut-and-Sew in the USA Realistic?
Learning from other brands that successfully produce in the USA, if Po Campo were to “reshore”, we would need to change our distribution strategy (i.e. only sell B2C) and own more of our supply chain. We’d likely need to raise our prices and sell to different customers too. Essentially, we would need to develop a new business all together. Oh, and I would definitely need to procure enough capital to give me a multi-year runway, and access to capital has not been easy for me.
Now that I’ve shared my sordid tale with you about my experience of making in the USA, I’d love to hear about your experiences. Did you encounter similar road blocks that I did? If so, how did you overcome them?
How to Make a Good Soft Goods Tech Pack
Have an idea for a bag design and want to get quotes from a soft goods manufacturer? One of the first things they will ask you for is the “tech pack” for your design, so they can make a sample of the bag to see how complicated/time-consuming it will be to produce. The tech pack generally consists of three things:
1) Sketches of the design concept with material call-outs. For simple designs, this can be a simple three-quarters view sketch that shows the front, side and top. Additional sketches may be needed to show how a pocket opens or other such details. Be sure to include stitch lines.

2) Orthographic / elevation drawings with dimensions. I take pride in providing our suppliers with very detailed drawings that leave little room for guesswork. This forces me to think through all the bag’s details in advance of sharing the concept with the supplier, which in turn helps the factory produce samples quicker and easier.

3) Bill of Materials (BOM). Again, the more detail you can provide here, the better off you will be. The factory may use other materials for the initial sample but it will always be clear what you are intending for the final product.

How long should the tech pack be?
Most of my tech packs are three pages long, one page for each item above. More complicated designs may require additional pages to explain some of the details and features. There is no limit to how many pages you can include, but in my experience, the more concise you can make things, the better.
What software do you use?
We do all of our technical drawings in Illustrator. I’m quite reliant on using its “Smart Guides” feature to quickly align objects, to find intersections and anchor points and to see measurements as I draw. I first draw everything full-size on a large artboard and then scale it down proportionately to fit on a letter-sized piece of paper. There is also an Illustrator CADtools plug-in that helps with dimensioning and material call-outs.
Besides the orthographic drawings, we make our BOM in Excel and then share it all with our factory as a multi-page PDF.
How do you show updates and revisions?
After you receive your sample, you’ll probably want to make some revisions. I’ve found the best way to do this is to clearly mark everything that is changed on the next version of the tech pack so that the sample maker can quickly see what needs to be done differently.
Do you have to create a pattern?
No, thankfully in bag design, you do not have to create the pattern. The sample maker figures this out based on your tech pack.
What if I’m unsure about what materials to spec?
If you don’t specify the materials, the factory will tend to use either what they have lying around or what they can get at a good price. In other words, they’ll use what’s easiest for them and not necessarily what’s best for your design. Therefore, I always try to specify something. If you have a sample of a material but you don’t know what it is called, send the sample and ask them to find something similar and include the “Sample Fabric A” in the BOM until you have a better name for it.
Is collaboration lost if you are being so “prescriptive” and “detailed”?
While we designers revel in concept development and iterative prototyping, you have to remember that factories make money from production, not sample making, and therefore every effort to streamline the sampling process is greatly appreciated. Expect collaboration to take the form of factories offering suggestions on how to make your design more efficient to produce.
It took me awhile to learn this. My first job was making bags for Arctic Zone, whose biggest customer was Wal-Mart. We constantly made samples without nary a grumble from the factory because they knew a huge order was the pay-off. With small companies, like Po Campo, there is no assurance of a huge order, or any order for that matter, at the end of the sampling process, so factories are much less interested in endless sampling. I have found working relationships best if we can get to the final prototype within 2-3 rounds of sample making.
Do you prepare the tech pack the same for both domestic and overseas manufacturers?
Yes. With native English speakers, there is less risk of things getting lost in translation, but I have found the importance of a concise tech pack to be the same regardless of where the factory is based.
Any other questions? Please leave in the comments below. Do you do things differently? I’d love to hear from your experience, as I’m largely self-taught.
The Value of Offering a Lifetime Guarantee
Po Campo offers a lifetime warranty on its products, which is kind of unusual for a fashion oriented brand. We started doing that in early 2013, despite not drastically changing our products to go from 3 year warranty to lifetime warranty. Does that seem odd? Keep reading.
Like must industrial designers, making quality product is important to me. Nothing upsets me more than the thought of bringing crappy things into the world that end up in a landfill after a few months. But how do you know you’re making quality products? This is trickier than I thought it would be.
Since the word “quality” is subjective, defining and specifying it isn’t straightforward, especially in soft goods where there a lot of places to cut corners or make substitutions. With every production run, I learn something new about what to source or specify because something new goes wrong. And often times what goes wrong is not apparent at first, only when products are used a lot and don’t hold up. Then you have justifiably angry customers, which upsets me because I feel I owe my customers more than that.
What I realized last year was that even though it bummed me out to hear about problems with the bags, we were really dependent on learning about the issues so we would know what to fix on the next production run. Some people will tell you if they’re having problems on their own volition, but a lot of people won’t tell you and will instead just think you make junky stuff, which is the last thing I want to happen.
I thought to myself, “How can I find out about every and all problem our customers are having with our products?”. Then it hit me: a lifetime warranty!
Since implementing the lifetime warranty, the number of returns and emails have definitely gone up, which is exactly what I wanted to happen. One or two issues that I thought were minor or rare turned out to be more common than I had expected, so we made fixing them a priority.
Now that I’ve accepted that everything is pretty much a work in progress, I’m focused on constantly iterating to make all our bags better and better. Eventually we will get to the point where returns are few and far between. We’re working towards that.
If you make your own products, how do you learn about people’s experiences with them? What kind of warranty do you offer, and why?
Failing Fast with Durable Goods
At a party last night, I was talking to friends about the big learning curve I’ve experienced with Po Campo. In short, at 4 years in, I feel like I need to rethink who my consumer is and what my distribution strategy should be. In some ways, it feels like going back to the starting line.
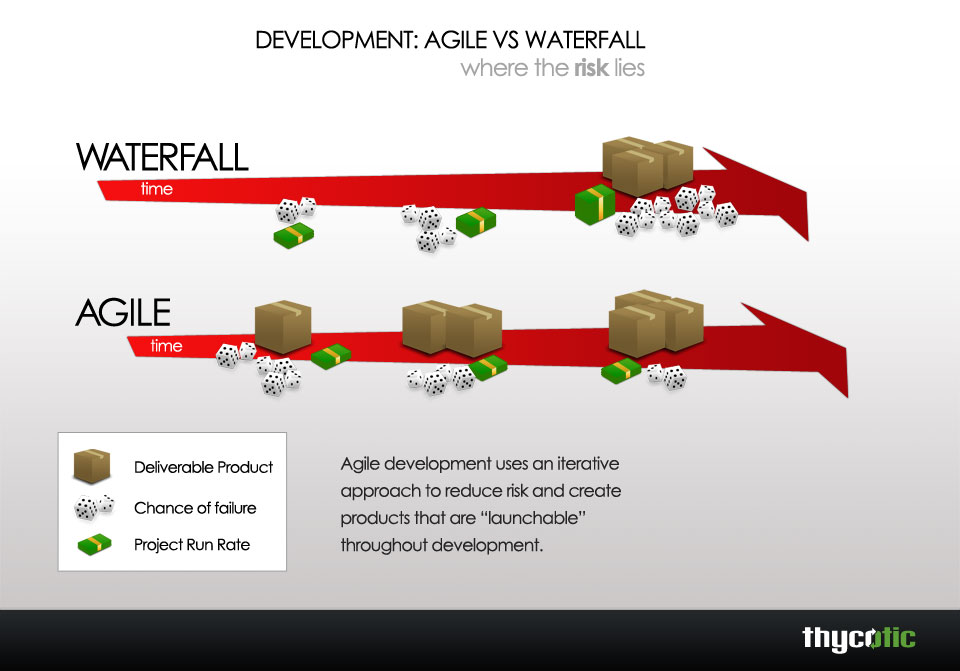
Agile Vs. Waterfall product development
My friend Randall, who works as a programmer, suggested trying the agile method commonly used by Web 2.0 developers, that encourages you to develop a product in quick iterations to “fail fast”. It is thought to identify and fix bugs faster and less expensively. Agile doesn’t have a definitive endpoint, you stop when you run out of time or when the product is good enough. This contrasts with the traditional waterfall method, in which development and management follow a sequential stage-gate process. For example, you know there will be, say, five phases of product development and what will happen in each phase and what criteria needs to be met before moving to the next phase. I grew up with the waterfall method in industrial design, which always made sense to me since there is more capital investment involved and more interdisciplinary stakeholders that need to be managed. You can’t pay to have a mold built and then decided you want to change it. And what about rapidly getting approval from marketing, engineering, procurement, logistics? That sounds like chaos!
I told Randall that it was hard for me to fail fast because it took a long time to get learning in the marketplace. By the time product is made and shipped to stores, 3-6 months have already gone by. We need another 3-6 months to see what consumers think, so my rounds of iterative development would be every 6-12 months – not very fast. Also, all of that less-than-perfect product would still be out there, potentially tarnishing my brand name. It’s not like I can just do a software update and bring everyone’s Po Campo bag up to the latest model. Retrieving them and replacing them would be too costly to consider.

Yet, I’m interested to see if there is a way to become more agile in product development. As consumers, we are getting accustomed to products being rapidly improved and the kinks worked out on an ongoing basis. There isn’t really any reason why this should stop with durable goods. One thing I like about cut-and-sew is how it is already inherently pretty agile, in that no new tooling is generally required and doing running changes is pretty acceptable. If agile was going to work with any manufacturing process, cut-and-sew would be the best fit.

What’s holding me back? I get confused with implementation. Most of our business is wholesale, meaning that we sell to other stores who sell it to the end user. They are a fairly traditional bunch and I know they would only want the latest and greatest. They also discourage change (even seasonly!) because it makes things harder for them to manage. Online sales seem like a better match because we can communicate with our end user and get feedback faster. Again, the bulk of our existing wholesale customers will push back against this, as they do not like product available online that they can not sell in their stores.
Has anybody else had success with implementing agile in their development of durable goods? I’m very interested to continue this discussion.